






BMC可以用壓制、壓鑄(傳遞)和注射等方式來成型。對于上述成型方法來說,壓制是最古老的方法,也是最簡單的方法。在三種成型方法中,壓制成型所用的設備、模具的投資最少,但由于成型時需用人工稱量等加料方式,費工費時,影響了生產效率。另外,在使用多型腔模具時也很難將物料均勻地分配到各腔中,因此又會影響到其成型的適應性。在實現一模多腔的成型方面,壓鑄和注射成型是最合適的。壓鑄和注射成型克服了加料困難及加料費工費時的問題,生產效率大大提高,勞動成本也下降,并易于實現生產自動化。在表5-1中,對BMC模塑料的三種成型方法進行了比較,表中的“1"是表示最好,"3"是表示最不好。

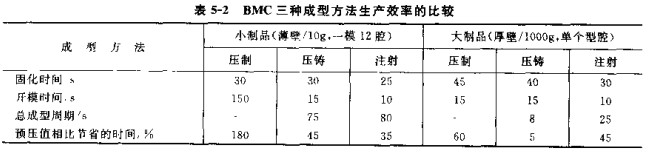
注射成型由于能實現對物料的自動計量,因此不但生產成型周期短,而且由于物料要經過螺桿機筒及噴嘴、流道的剪切,摩擦,其整體的溫度不但比較均勻,而且在到達模腔前就差不多達到比較接近模具的溫度,物料充入模具以后,很快就能進行固化交聯反應。這大大的縮短了所需的固化時間和成型周期,提高了生產效率。由于具有上述的特點,就是注射成型厚壁的制品,其成型周期也會比壓制成型的短。由于在壓制成型時沒有對物料進行強烈擠壓、摩擦和剪切的混合過程,因此,除了經過充分預熱的BMC物料外,模壓的BMC物料主要是靠模具加熱,又由于BMC本身是熱的不良導體,因此升溫時間長,固化的時間也長、當然生產效率就比較低。在表5-2中對BMC所采用的三種成型方法的生產效率進行了比較。
注射成型由于能實現對物料的自動計量,因此不但生產成型周期短,而且由于物料要經過螺桿機筒及噴嘴、流道的剪切,摩擦,其整體的溫度不但比較均勻,而且在到達模腔前就差不多達到比較接近模具的溫度,物料充入模具以后,很快就能進行固化交聯反應。這大大的縮短了所需的固化時間和成型周期,提高了生產效率。由于具有上述的特點,就是注射成型厚壁的制品,其成型周期也會比壓制成型的短。由于在壓制成型時沒有對物料進行強烈擠壓、摩擦和剪切的混合過程,因此,除了經過充分預熱的BMC物料外,模壓的BMC物料主要是靠模具加熱,又由于BMC本身是熱的不良導體,因此升溫時間長,固化的時間也長、當然生產效率就比較低。在表5-2中對BMC所采用的三種成型方法的生產效率進行了比較。








 魯ICP備2021047099號
魯ICP備2021047099號