





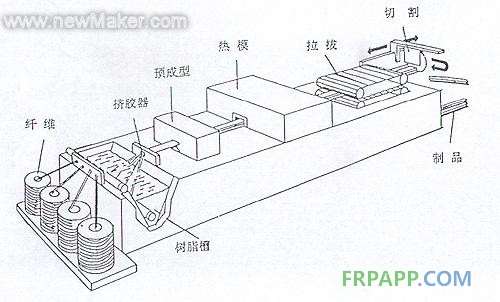
5、拉擠成型 (Pultrusion)
(1)概要
主要采用玻璃纖維無捻粗紗(使用前預先放置在紗架上),它提供縱向(沿生產線方向)增強。
其它類型的增強有連續(xù)原絲氈、織物等,它們補充橫向增強,表面氈則用于提高成品表面質量。樹脂中可加入填料,改進型材料性能(如阻燃),并降低成本。
拉擠成型的程序是
1)使玻璃纖維增強材料浸漬樹脂;
2)玻璃纖維預成型后進入加熱模具內,進一步浸漬(擠膠)、基本樹脂固化、復合材料定型;
3)將型材按要求長度切斷。
現在已有變截面的、長度方向呈弧型的拉擠制品成型技術。
拉擠成型將增強材料浸漬樹脂有兩種方式:
膠槽浸漬法:通常采用此法,即將增強材料通過樹脂槽浸膠,然后進入模具。此法設備便宜作業(yè)性好,適于不飽和聚酯樹脂,乙烯基酯樹脂。
注入浸漬法(圖6):玻纖增強材料進入模具后,被注入模具內的樹脂所浸漬。此法適于凝膠時間短、粘度高、生產附產物的樹脂基體,如酚醛、環(huán)氧、雙馬來酰亞胺樹脂。

圖6注入浸漬法
樹脂:常用不飽和聚酯樹脂、環(huán)氧樹脂、乙烯基酯樹脂、酚醛樹脂;
纖維:拉擠用玻璃纖維無捻粗紗、連續(xù)氈、縫編氈、縫編復合氈、織物、玻纖表面氈、聚酯纖維表面氈等;
芯材:一般不用,現有以PU發(fā)泡材料為芯材,外為連續(xù)拉擠框型型材,作為保溫墻板的。
(3)優(yōu)點
1)典型拉擠速度0.5-2m/min,效率較高,適于大批量生產,制造長尺寸制品;
2)樹脂含量可精確控制;
3)由于纖維呈縱向,且體種比可較高(40%-80%),因而型材軸向結構特性可非常好;
4)主要用無捻粗紗增強,原材料成本低,多種增強材料組合使用,可調節(jié)制品力學性能;
5)制品質量穩(wěn)定,外觀平滑。
(4)缺點
1)模具費用較高;
2)一般限于生產恒定橫截面的制品。
(5)典型產品
建筑屋頂橫梁、椽子、門窗框架型材、墻板、石油開采抽油桿、帳篷竿、梯子、橋梁、工具把、手機微波站罩殼、汽車板簧、傳動軸、電纜管、光纖光纜芯、釣魚竿、隔柵、汽車空調器罩、擴軌罩。
6、真空袋法法成型(Vacuum bag process)
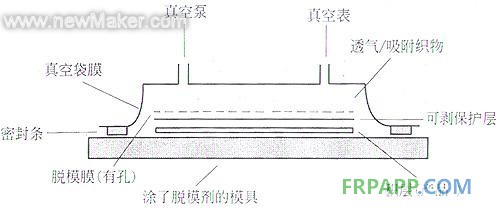
圖7真空袋法成示意圖
此法是手糊法與噴射法的延伸。將手糊或噴射好的積層在樹脂的A階段與模具在一 起,在積層上覆以橡膠袋,周邊密封,在后用真空泵抽真空,積層從而受到不大于1個氣壓的壓力,而被壓實、成型。
(2)原材料
樹脂:主要采用環(huán)氧樹脂、酚醛樹脂。不飽和聚酯樹脂與乙烯基酯樹脂則因真空泵將樹脂中的苯乙烯(交聯劑)過度抽出,可能會造成問題,故一般不用;
纖維:同手糊法;
芯材:任意。
(3)優(yōu)點
1)采用普通的濕法鋪層技術,通常可獲得高纖維含量的制品;
2)可制造大尺寸產品;
3)產品兩面光;
4)較濕法鋪層浸膠孔隙率低;
5)由于壓力,樹脂流經結構纖維,纖維得以較好地浸漬樹脂;
6)有利于操作人員健康和安全;真空袋減少了固化時逸出的揮發(fā)性物質。
(4)缺點
1)額外的工藝過程增加了勞動力和袋材成本;
2)要求操作人員有較高的技術熟練水平;
3)樹脂混合和含量控制基本上仍然取決于操作人員的技術;
4)生產效率不高。
(5)典型產品
艇、賽車、芯材粘結、飛機鼻錐雷達罩、機翼、方向舵。
7、樹脂膜熔浸成型(RFI-Resin Film Infusion)
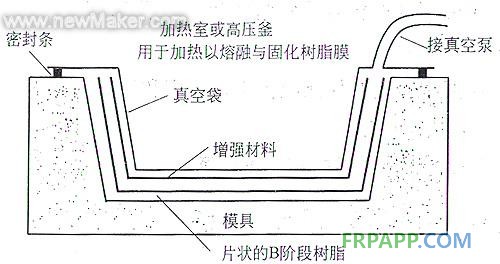
圖8樹脂膜熔浸成型示意圖
將干強物與樹脂片(樹脂片系放在一層脫模紙上提供)交替鋪放在模具內。鋪層被真空袋包覆,藉真空泵抽真空,將干織物內空氣抽出。然后加熱,令樹脂熔化并流浸已抽出空氣的織物,然后經過一事實上時間即固化。
(2)原材料
樹脂:一般僅用環(huán)氧樹脂;
纖維:任意;
芯材:許多種芯材都可以使用,由于工藝過程中溫度高,對PVC泡沫需要專門處理,以免泡沫損壞。
(3)優(yōu)點
1)空隙率低,可精確獲得高的纖維含量;
2)鋪層清潔,有利于健康和安全(似預浸);
3)可較預浸法成本低,此為主要的優(yōu)點;
4)由于樹脂僅能過織物厚度方向傳遞,故樹脂未浸到白斑區(qū)可較SCRIMP(西曼復合材料公司樹脂參入成型法—Seeman Composite Resin Infusion Molding Process)少。
(4)缺點
1)目前僅用于宇航工業(yè),還未推廣;
2)雖然宇航工業(yè)用高壓釜系統產非總是需要,但加熱室和真空袋系統對于復合材料固化,總是不可少的;
3)模具要求能經受樹脂膜片的工藝溫度(低溫固化即需60-100ºC);
4)要求所用芯材能經受工藝溫度和壓力;
(5)典型產品
飛機雷達罩、艦艇聲納整流罩。







 魯ICP備2021047099號
魯ICP備2021047099號